1.1 Grinding machine is a machine tool that uses abrasive tools to grind the working surface. Most of the grinders use high-speed rotating grinding wheels for grinding processing, a few use other abrasive tools such as oilstone, belts and free abrasives for processing, such as honing machines, super-finishing machine tools, belt grinders, grinders and polishing Machine waiting.
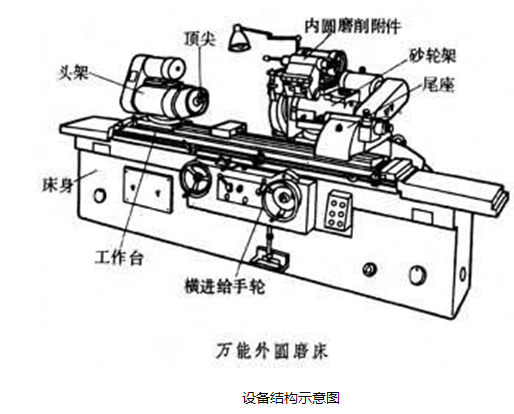
1.2 Process introduction
Usually, the rotation of the abrasive tool is the main motion, and the rotation and movement of the work or the movement of the abrasive tool is the feed motion. Grinding machines are favored by users because of their high processing efficiency, wide application range, strong adaptability, low cost of use, and safe and convenient operation. Grinding is a kind of elastic grinding, which is a compound processing technology with multiple functions of grinding, grinding and polishing.

At present, some domestic enterprises have been able to produce low-end CNC tool grinders, and high-end CNC tool grinders are still mainly imported. With the accumulation of technology in domestic enterprises, the gap with international leading companies has been greatly reduced. The advantages of domestic CNC tool grinders in terms of cost performance have begun to appear, import substitution has accelerated in terms of domestic demand, and the proportion of CNC tool grinders in exports is gradually increasing. Start to speed up. CNC grinding machines are in a period of rising prosperity in the industry.
The servo brands currently selected in this industry roughly include: Japan's Yaskawa ∑Ⅱ, ∑5 series, Mitsubishi J2S, J3, J4 series, Delta A2 series AC servo, INVT DA200 series AC servo. CNC grinders have very strict requirements for AC servo. The positioning accuracy error of 100 consecutive machining repeats is ≤2μm, and the size error after grinding is ≤1μm. The domestic grinding processing conditions are relatively harsh, such as unstable voltage, high temperature, high humidity, and high pollution. Wait. Due to the high price of imported products, after-sales service is difficult to meet customer requirements, which adds a lot of trouble and burden to customers' production costs, machine tool reputation, and service quality. Therefore, customers are always looking for domestic servo brands with higher cost performance and more timely and thoughtful service. The INVT DA200 has won the recognition of customers with its high-precision, high-response, fully closed-loop, cost-effective super performance and customized services.
3. Introduction to the application scheme3.1 The difference between a fully closed loop servo system and a semi-closed loop servo system
The semi-closed loop is the exponential control system sends out instructions, the servo accepts the instructions, and then executes. During the execution, the encoder of the servo itself feedbacks the position to the servo, and the servo itself performs deviation correction. The error of the servo itself can be avoided, but the mechanical error cannot be avoided. , Because the CNC system does not know.
Fully closed loop means that the servo accepts instructions and executes them. During the execution, there is a position feedback device on the mechanical device, which directly feeds back to the numerical control system. The numerical control system compares and judges the deviation from the actual situation, and gives the servo command to correct the deviation. .
3.2 The important part of the fully closed loop-grating ruler
The grating ruler, also called the grating ruler displacement sensor (the grating ruler sensor), is a measurement feedback device that uses the optical principle of the grating. Grating rulers are often used in closed-loop servo systems of CNC machine tools, and can be used to detect linear or angular displacement. The measured output signal is a digital pulse, which has the characteristics of large detection range, high detection accuracy and fast response speed.
3. The control scheme of 3 semi-closed-loop grinder
The lead screw has a lead gap, and the uncertainty of the back and forth machining operation is always there.
The longer the mechanical transmission runs, the more severe the abrasion, and the uncertainty of the machining error will also increase.
3.4 INVT grinding machine control scheme
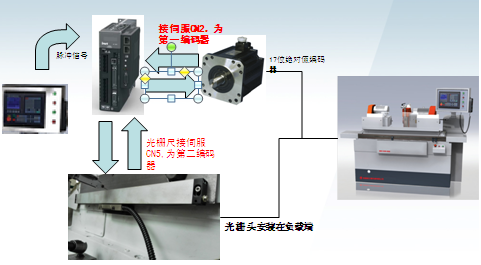
3.4.1 System configuration diagram
3.4.2 Electrical selection and configuration

Name Brand Power (KW) Accuracy Quantity (Taiwan)
AC servo INVT DA20011
Servo motor INVT 117-bit absolute value 1
The resolution of the grating ruler is 0.001mm1
Host computer HUST1
3.4.3 Program advantages
3.4.3.1. Support the grating ruler installed on the external load end, realize full closed-loop control, reduce the influence of mechanical transmission backlash, and more ensure the positioning accuracy of the machine terminal.
3.4.3.2 Direct measurement of external load stroke effectively overcomes the problem of increased transmission error caused by mechanical wear.
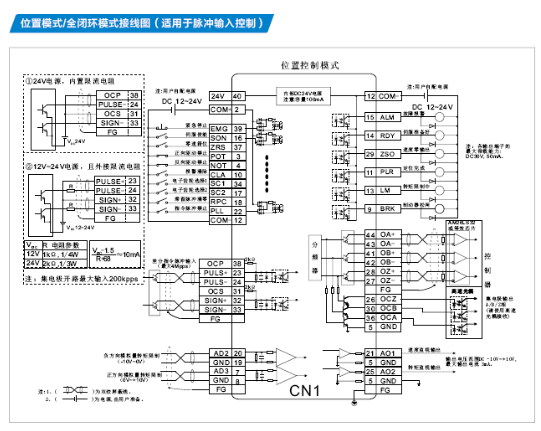
4. Servo debugging and parameter setting4.1 Servo wiring diagram
4.2 Control line signal wiring
The control module is NPN type (common cathode)
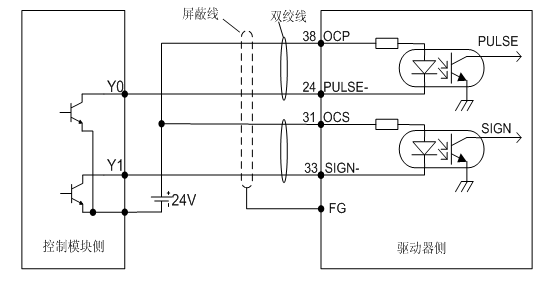
If you don’t need a direction signal, just connect 38-pin OCP to 24V+ and 24-pin PULSE- to PLC pulse output.
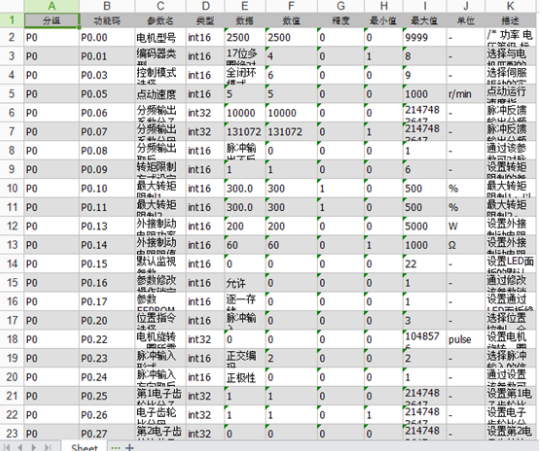
4.3 Servo parameter setting table
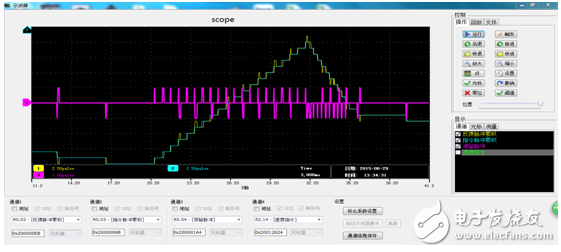
4.4 Online oscilloscope channel waveform of USB communication
4.5 Main steps of servo debugging:
4.5.1. The mode is set to full closed loop, P0.03=6.
4.5.2. Set the correct electronic gear ratio; P0.22 is set to 0. The motor is a 17-bit absolute value, and the external grating ruler frequency division numerator P4.60 is set to 131072. The motor rotates once and the screw travels one circle The stroke is 5mm, the resolution of the grating ruler is 1um, and the external grating ruler frequency division denominator P4.61 is set to 5000.
4.5.3. To learn the inertia, turn on the online inertia setting to be effective, P1.00=1. Make P1.01 basically match the observed value, otherwise, continue to learn.
4.5.4. Increase the gain, and adjust the rigidity P1.03 of this machine to 17.
4. 5.5 Switch configuration: DI1 is reverse drive prohibition, DI2 is forward drive prohibition. p3.40=1. DI6 is enable and DO3 is fault output.
4.6 Common Servo Problems and Solutions
If the application of full closed loop in various occasions is not appropriate, it is easy to fly. First, the direction of P4.62 set grating ruler must be consistent with the servo motor. If it is not the same, the direction needs to be reversed, otherwise it will fly. In addition, you can also set the p4.33 position out-of-tolerance pulse range to a suitable value, the default value is 100000. At the same time, the maximum speed limit P4.31 can also be set to a suitable value. This can prevent runaway caused by misoperation, for example, if the enable is broken, the host is still sending pulses, and the servo will alarm if it exceeds p4.33. So as to prevent the phenomenon of speeding when the enable is added.
5. Project summary:a) The repeat positioning accuracy is within 2um, which meets the customer's requirements.
b) Compared with the semi-closed loop control, the semi-closed loop new machine has no mechanical wear. Although compensation can be used to overcome the lead gap of the screw, but the time is long, the degree of wear is uncertain, and the machining error is increased. The full closed loop system is very good. The solution to this flawed problem, to create the greatest value for customers.
c) The fully closed loop function makes DA200 have obvious advantages in motion accuracy, output flexibility, speed and acceleration control, breaking the ice of imported servos in one fell swoop and becoming an industry leader.
Easy Electronic Technology Co.,Ltd , https://www.yxpcelectronicgroups.com